

By Matthew Roberts, Charlie Schlinger and Steve Mead
Background
All too often, little thought is put toward estimating how much energy is consumed after water goes down the drain, but wastewater treatment systems may use considerably more energy than potable water systems. With increasing concern about global climate change due to the use of fossil fuels and their rising costs, the Arizona Water Institute (AWI) sponsored this case study to identify potential applications for increasing the efficiency and decreasing the overall energy use of water and wastewater systems in rural Arizona. The purpose of the case study analyses of rural water systems is to determine the unique challenges that these smaller systems face and provide some guidance in overcoming this complexity. The Northern Gila County Sanitary District operates The American Gulch Water Reclamation Facility in Payson, Arizona, serving over 15,000 people. This facility was designed for 2 million gallons per day (MGD) and can expect an average flow of 1.3 MGD when the weather is dry. During periods of wet weather, short duration inflows at a rate of up to 5 MGD can be expected due to storm water infiltration. Wastewater Treatment
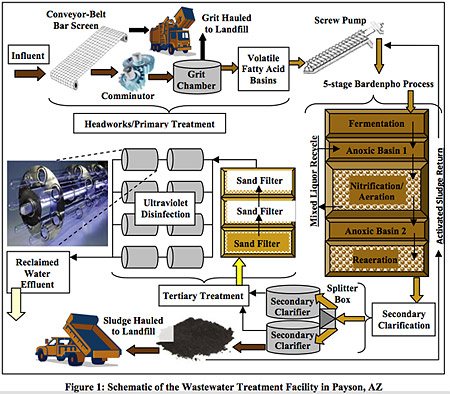 The first step in the system is a continuously actuated conveyor-belt-type bar screen that removes large debris. The next step in the treatment process is uncommon in most wastewater treatment plants (WWTP): phosphorous removal. The influent flow has about 4 ppm phosphorous and the effluent has around 0.2 ppm, amounting to 99.5% removal efficiency. This is done by the five-stage Bardenpho process that uses volatile fatty acids (VFA) to encourage the uptake of phosphorous (P) by the microorganisms (bugs) in the nitrification basin.
The first step in the system is a continuously actuated conveyor-belt-type bar screen that removes large debris. The next step in the treatment process is uncommon in most wastewater treatment plants (WWTP): phosphorous removal. The influent flow has about 4 ppm phosphorous and the effluent has around 0.2 ppm, amounting to 99.5% removal efficiency. This is done by the five-stage Bardenpho process that uses volatile fatty acids (VFA) to encourage the uptake of phosphorous (P) by the microorganisms (bugs) in the nitrification basin.
Diversion of wastewater to the VFA basins was a supplement to the original design, utilizing a screw pump to lift the wastewater to where the VFA are mixed with return activated sludge at the entry to a fermentation basin. In the fermentation basin, P is released by the microorganisms, only to be taken up in greater amounts in the nitrification basin. Following fermentation, mixed liquor is returned from the nitrification basin and the water flows into the first anoxic basin where nitrates are converted to nitrogen gas. In the nitrification basin, two 100-hp blowers aerate the water through fine-bubble diffusers, digesting nutrients and converting ammonia to nitrates. Two reclaimed water sprayers from a hydro-pneumatic system are used to knock down foam atop the nitrification basin where most of the P is removed from the wastewater. A secondary anoxic basin allows further conversion of nitrates to nitrogen gas and, after re-aeration by a single 40-hp blower through fine-bubble diffusers to prevent the secondary release of P, the water flows to secondary clarifiers where excess biosolids are removed.
Wastewater from the secondary clarifiers passes through a series of dual-media sand filters. The backwash water from cleaning these filters is returned to the headworks. The final step in the process is disinfection via low intensity UV lamps that sit directly in the flow of water. There are 30 bulbs in each of the 8 banks of lights; the bulbs are replaced every 2 years. The residence time in this system was estimated at 2.5 days.
The sludge removed from the secondary clarifiers is used in the manufacturing of fertilizer and some is recirculated to keep the bugs alive. The bio-solids enrichment and recycling (BER) process consisted of a dual belt-press to dewater the sludge before it is baked in a propane rotating dryer. By adding phosphoric acid and anhydrous ammonia to the sludge makes about 1500 lbs of pelletized fertilizer each day. This fertilizer was sold to local farmers, schools and golf courses at a loss of $900 per ton. This BER system was not large enough to support the amount of biosolids so hauling to the landfill has resumed, at a cost of $47/ton for solids taken to the landfill.
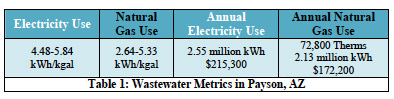 Electricity and natural gas usage for fiscal year 2007 were provided by The American Gulch Water Reclamation Facility. These data provide a snapshot in time of the operations at this facility. Occasional monitoring of a Parshall flume by operators provided an estimate of incoming wastewater flows. With these data, the metrics in Table 1 were computed.
Electricity and natural gas usage for fiscal year 2007 were provided by The American Gulch Water Reclamation Facility. These data provide a snapshot in time of the operations at this facility. Occasional monitoring of a Parshall flume by operators provided an estimate of incoming wastewater flows. With these data, the metrics in Table 1 were computed.
Presented below are some best practice recommendations and suggestions as a result of additional qualitative analyses.
- Allow debris collected on the bar screen to rise only enough to expose more bar screen, letting excess water drip off before deposition in a dumpster, reducing the water weight hauled to the landfill.
- Operate the bar screen only every 15 minutes when freezing is not a threat. This could reduce the need for grinders as the bar screen is more effective when more debris is collected on the screen. The grinders then could be used only during times when the bar screen is in motion and shortly afterward.
- Assess the balance between revenue and expenses.
- Develop a cost analysis and implement capital improvement planning.
- Implement water budgets and rate structures.
- Understand how energy and water are utilized in the system.
- Review system plans, specifications, and records before considering upgrades/improvements.
- Involve plant operators and maintenance staff in the scoping, design and specification of future projects.
- Assess costs of maintaining existing facilities versus upgrading over the expected life of the system.
- Identify, evaluate, and reduce demand for heated or chilled water or air.
- Secure operations and maintenance guides and training for staff when new systems/components are installed.
- Evaluate pumps, blowers, and motors for upgrade to either high-efficiency or VFD.
- Store influent during the day when power demand peaks, and operate the facility at night.
- Utilize blower room heat energy to keep biological activities warmer and possibly more reactive, to dry bio-solids in the fertilizer manufacturing process, or to heat buildings in the winter.
- Use high-efficiency ballasts and bulbs throughout the facility, especially in the UV disinfection process.
- Implement water budgets and rate structures.
- Adequately ventilate or sunshield all electrical and mechanical equipment in warm weather.
- Utilize off-peak power usage strategies.
- Create financial (or other) incentives for water customers to conserve instead of expanding plant capacity.
- Identify and mitigate infiltrating storm water.
- Create financial or other incentives for customers to conserve water and reduce wastewater production, instead of increasing plant capacity.
- Design the UV disinfection system to be scalable to the amount of flow. This facility currently operates 3 of 4 light banks continuously.
- Gravity feed all water movement throughout the treatment facility.
- Utilize solar energy for use in drying of bio-solids by utilizing: photovoltaic cells; drying beds, or a greenhouse with proper ventilation.
- Optimize treatment processes to reduce water and energy consumption.
- Reduce friction/energy losses in pumps, fans, pipes, valves, and production wells.
- Utilize renewable energy wherever possible throughout the wastewater system.
Please contact the authors of the study with questions about the study, supporting data, and background information: Matt Roberts (msr43@nau.edu), Charlie Schlinger (charles.schlinger@nau.edu) or Steve Mead (stephen.mead@nau.edu) at Northern Arizona University.
For further information on the American Gulch Water Reclamation Facility, please contact Dave Millien by email: ops@npgcable.com, or telephone: (928) 474-5257.